
 تويت
تويت
الحلب الالي
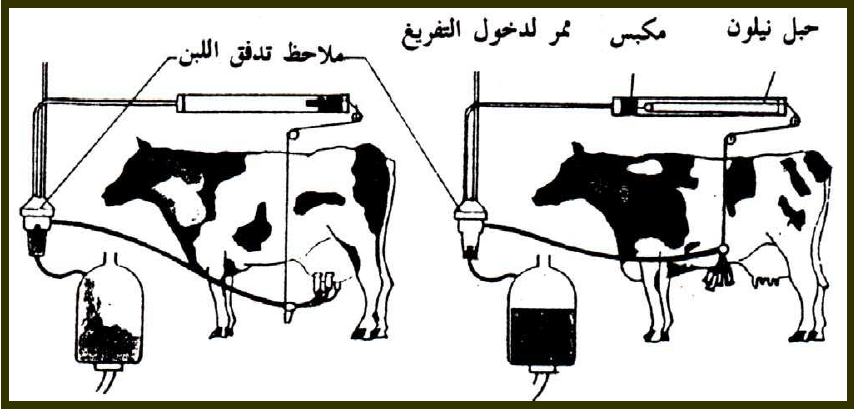
تم تصميم ماكينة الحلب الآلي بحيث يقوم بسحب اللبن من الضرع عن طريق مضخة تقوم بتفريغ الهواء كما يحدث في حالة الرضاعة الطبيعية حيث ينساب اللبن بفعل التفريغ الذي يقوم به العجل الرضيع وفى حالة الآلة يتم عمل التفريغ.
وباستمرار عملية التفريغ تسبب أضرار للحلمات لذلك يتم عزل المنطقة المحيطة بالحلمة عن الجو الخارجي عن طريق الغلاف المطاط والجراب المعدن Teat cup ويتم تنظيم عملية الضغط والتفريغ حول الحلمات عن طريق ما يسمى بالنابض.
أهمية استخدام الحلب الآلي:
ترجع أهمية استخدام الحلب الآلي الى ما يلي:
١- سحب اللبن من الضرع في أقل زمن ممكن.
٢- حلب اللبن خالص من الشوائب والملوثات وبالتالي تحسين جودة المنتج.
٣- وقاية الضرع من الالتهابات.
٤- الحفاظ على الحيوانات من انتقال العدوى.
٥- تقليل تكاليف إجراء عملية الحلب وخاصة في المزارع الكبيرة.
نظم المحالب الآلية
ويمكن تقسيم نظم الحلب الآلي إلى الأنواع التالية:
١- نظام الحلب بالوعاء او بالقسط
٢- نظام وحدات الحلب المتنقلة
٣- نظام الحلب بالمواسير داخل العنبر
٤- نظام الحلب ذو المكان الخاص
٥- نظام الحلب الأوتوماتيكي
والنظم الثلاثة الأولى تتم داخل عنبر التربية بينما النظم الأخرى تتم في أماكن خاصة بالحلب خارج عنبر التربية.
أولا: نظم الحلب في عنبر التربية وتشمل:
١- نظام الحلب بالوعاء أو القسط
وهو عبارة عن نظام (شكل 1) يتم فيه تركيب وحدة التفريغ في مكان خارج عنبر التربية ويتم تركيب مواسير تفريغ الهواء في جانب العنبر مزودة بصمامات تحكم في المكان الذي سيتم توصيل وحدة الحلب فيه بحيث يتم توصيل وحدة الحلب بخرطوم طويل يصل إلى الصمام الموجودة في ماسورة تفريغ الهواء وبذلك يتم حلب الحيوانات وهى في مكانها في العنبر.
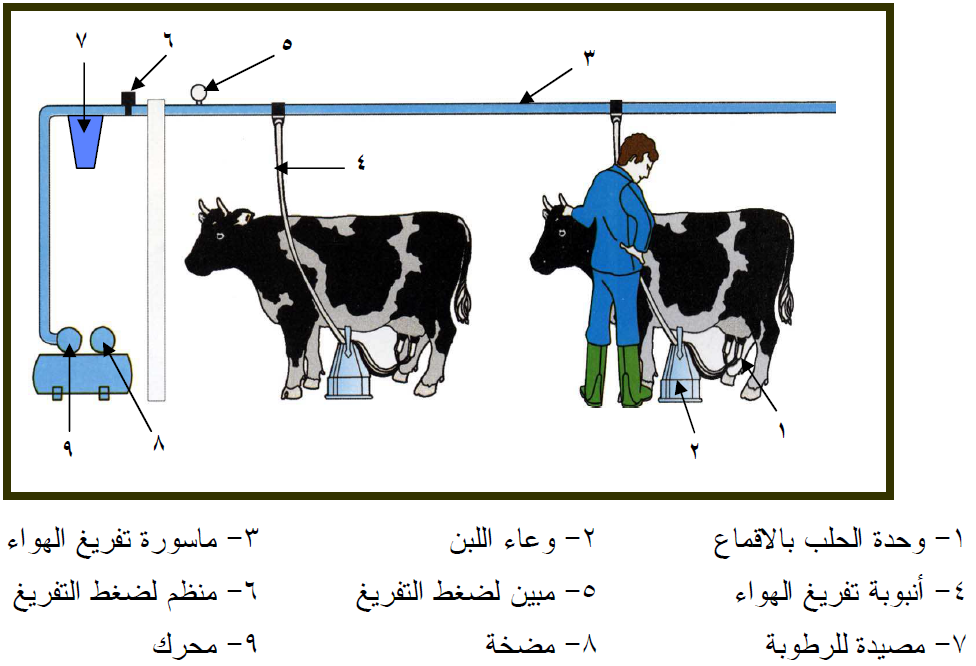
شكل ( 1 ): نظام الحلب بالوعاء أو القسط
٢- نظام المحلب المتنقل
وهو نظام يكون فيه طلمبة التفريغ ووحدة الحلب مثبتتان معا على شاسيه ذو عجلات يتم نقلها بين الحيوانات في العنبر وبذلك يمكن حلب الحيوانات في العنبر دون الحاجة إلى نقلها خارج العنبر ولا يحتاج إلى إنشاء مكان خاص للحلب.
وينقسم هذا النظام إلى ثلاثة أشكال:
أ. وحدة حلب متنقلة لحلب بقرتين في آن واحد بقسطين من الاستنلس ستيل سعة القسط الواحد ٣٠ لتر بطلمبة تفريغ وموتور كهرباء ٢٢٠ فولت ( شكل 2).

شكل ( 2 ): وحدة حلب متنقلة لحلب بقرتين في آن واحد بقسطين
ب. حلابة متنقلة لحلب بقرتين في آن واحد بقسط واحد من الاستنلس ستيل سعة القسط ٤٠ لتر بطلمبة تفريغ وموتور كهرباء ٢٢٠ فولت (شكل 3).

شكل ( 3 ): وحدة حلب متنقلة لحلب بقرتين في آن واحد بقسط واحد
ج- وحدة حلب متنقلة لحلب بقرة واحدة بقسط واحد من الاستنلس ستيل سعة القسط ٣٠ لتر بطلمبة تفريغ وموتور كهرباء ٢٢٠ فولت (شكل 4).

شكل ( 4 ): وحدة حلب متنقلة لحلب بقرة واحدة بقسط واحد
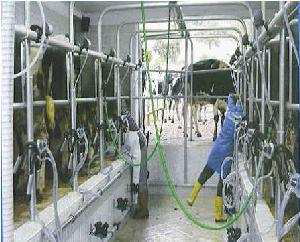
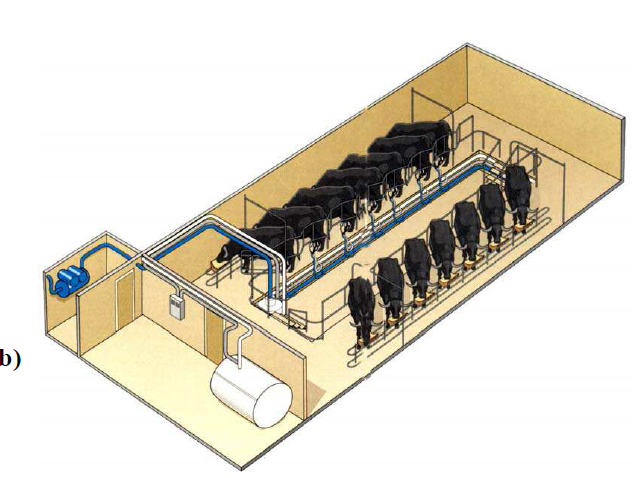
٣- نظام الحلب بالمواسير داخل العنبر (شكل 5):
يتميز هذا النظام بالآتي:
أ- نقل اللبن عن طريق الأنابيب فلا يحتاج إلى عمالة لنقله.
ب- لا يحتاج إلى نقل الأبقار من مكانها.
ج- لا يحتاج إلى إنشاء مبنى خاص.
عيوب هذا النظام:
١- تكاليف لإنشاء أكبر من النظم السابقة.
٢- يحتاج إلى كمية كبيرة من المياه لعملية الغسيل.
٣- يقل الضغط في خط الأنابيب كلما زاد الطول.
٤- صعوبة حساب الإنتاج اليومي لكل بقرة على حدة.
٥- لا يستطيع ملاحظة أكواب الحليب أثناء العمل بسبب وقوف العامل على نفس المنسوب التي تقف عليه البقرة
٦- ارتفاع منسوب الأنابيب عن منسوب الضرع قد يسبب انخفاض التفريغ داخل الضرع.
٧- يحتاج النظام إلى طلمبة تفريغ عالية السعه والى خط تفريغ كبير.

الحلب بالمواسير داخل العنبر
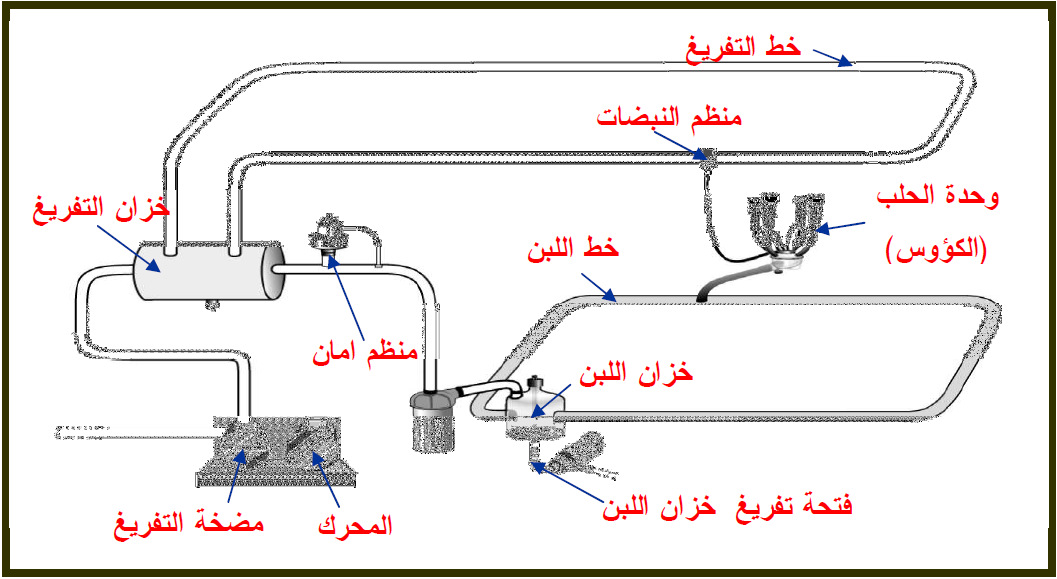
شكل ( 5 ): نظام الحلب بالمواسير داخل العنبر
ثانيا: آلات الحلب ذات المكان الخاص( شكل 6)
وهو نظام حلب ثابت في مكان مستقل عن مكان التربية.
ومن مميزاته
١- لا يحتاج إلى مجهود في التشغيل.
٢- يعطى مرونة في زيادة عدد الأبقار التي يتم حلبها في الساعة الواحدة.
٣- لا يحتاج إلى أي نوع من الفرش أسفل الحيوان أثناء عملية الحلب.
٤- قصر طول أنابيب التفريغ وسحب اللبن مما يقلل مشاكل التفريغ.
٥- يمكن لعامل واحد أن يشغل النظام كله بكفاءة عالية.
ومن عيوبه:
١- التكاليف الإنشائية عالية حيث يتم إنشاء غرفة الحلب وإنشاء ساحة الانتظار.
٢- يجب نظافة مكان انتظار الأبقار المستعدة للحلب.
٣- بطئ نظام تداول ونقل الأبقار الحلابة والأبقار الجافة في هذا النظام .
شكل ( 6 ): نظام الحلب ذو المكان الخاص بالحلب
ثالثا: نظام الحلب الأوتوماتيكي
وهو نظام حلب ثابت( شكل 7 ) في مكان مستقل عن مكان التربية. ويتم فيه أكثر الأعمال الخاصة بعملية الحلب أوتوماتيكيًا.


شكل ( 7 ): نظام الحلب الأوتوماتيكي
مكونات جهاز الحلب الأتوماتيكي
تتكون ماكينات الحلب الآلي من المكونات الرئيسية التالية:
١- وحدة التفريغ
٢- وحدة النبضات
٣- وحدة الحليب
٤- وحدة نقل اللبن
أولا: وحدة التفريغ:
تتكون وحدة التفريغ من الآتي:
١- طلمبة تفريغ الهواء
٢- الحاجز أو الخزان
٣- المصيدة
٤- منظم الضغط
٥- مبين ضغط التفريغ
٦- خط أنابيب التفريغ
١- طلمبة تفريغ الهواء
تقوم وحدة التفريغ بسحب الهواء من النظام لكي يكون تحت تفريغ لسحب اللبن من الحلمات ويتم ذلك باستخدام طلمبة تفريغ الهواء ويتم اختيار الطلمبة بحيث تستوعب كل حجم الهواء في النظام. وتحسب سعة الطلمبة بالقدم المكعب من الهواء / دقيقة أو المتر المكعب / دقيقة.
و يعتمد أداء الطلمبة على:-
١- عدد الوحدات التي تعمل في النظام.
٢- طول خطوط الأنابيب والخراطيم.
٣- نوع النظام المستخدم.
والنوع الشائع من طلمبات التفريغ هو الطلمبات الدورانية ذات الإزاحة الايجابية شكل ( 8 ) حيث يدور جسم اسطواني مثبت عليه أزرع انزلاقية يقوم بسحب الهواء من فتحة الدخول ويقوم بإخراجه من فتحة الخروج تحت ضغط.
ويتم نقل القدرة إلى الطلمبة عن طريق طارة مركبة على الطلمبة ويركب عليها سير يستمد الحركة من مصدر القدرة.
وتوجد عدة أنواع من مصادر القدرة المستخدمة:
١- محرك كهرباء شكل ( 9).
٢- محرك بنزين.
٣- عمود الإدارة الخلفي للجرار.
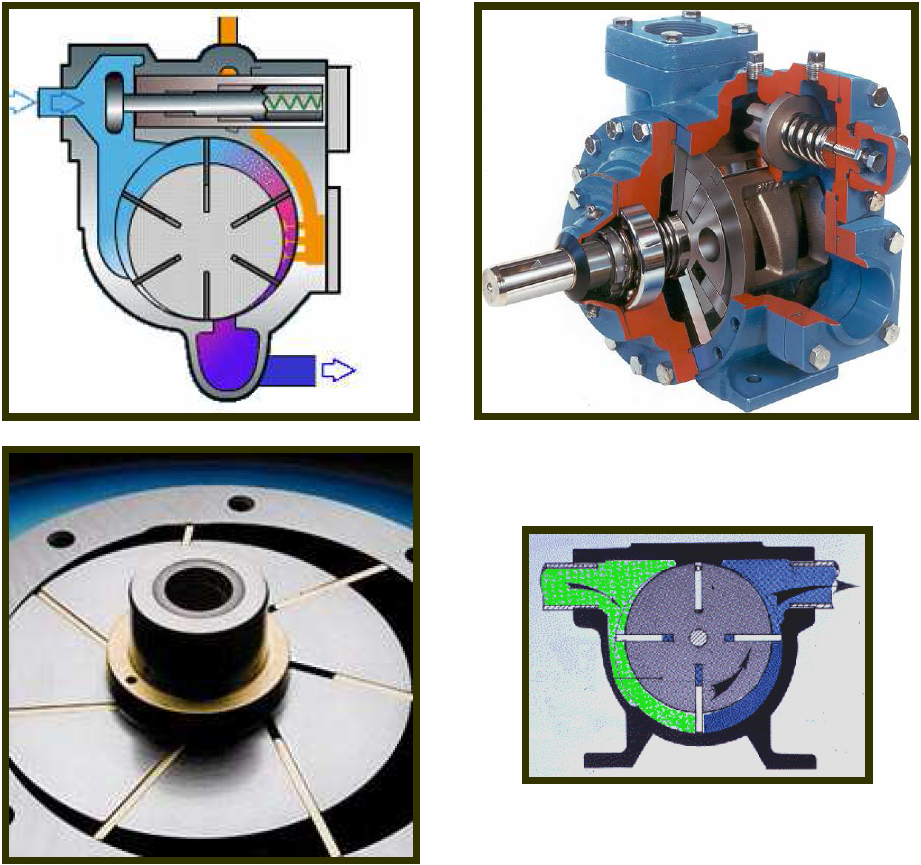
شكل ( 8 ): طلمبة تفريغ الهواء
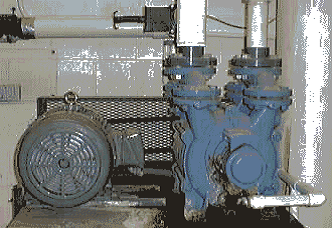
شكل ( 9 ): محرك كهربي كمصدر للقدرة لتشغيل طلمبة التفريغ عن طريق السير
٢- الحاجز أو خزان التعويض
وهو الجزء الثاني من وحدة التفريغ ( شكل 10 ) يقوم بحماية الطلمبة من دخول أي سوائل بها أثناء عملية تفريغ الهواء ويجب أن تكون أقل سعة للحاجز ١٥ لتر/دقيقة ويكون على شكل وعاء يركب بين الطلمبة وخط التفريغ ويقوم أيضا بتعويض الفقد في الضغط في حالة اذ اكان الفرق صغير وبالحاجز وبه صمام يفتح عند توقف الطلمبة وذلك لإخراج السوائل التي تتجمع داخله ويجب أن يكون في مكان قريب يسهل من عملية فكه وتركيبه.
شكل ( 10 ): الحاجز لحفظ الطلمبة من دخول الرطوبة أو السوائل
٣- المصيدة
تقوم المصيدة تقريبا بنفس عمل الحاجز من حيث الحفاظ على الطلمبة من دخول السوائل وتركب على الخط الواصل بين وحدة الحليب وطلمبة التفريغ حيث تمنع مرور قطرات اللبن إلى جسم الطلمبة وتتصل الأنابيب بالمصيدة كل أنبوبة منفصلة عن الأخرى بمدخل مستقل ويجب أن تكون المصيدة في مكان مناسب في متناول يد العامل حتى يمكن فكها وتركيبها وأن تكون ذاتية التفريغ عندما تمتلئ بالسائل لمنع مرور السائل إلى طلمبة التفريغ ويجب ألا تقل سعتها الحجمية عن ٣ لتر.
٤- منظم الضغط
منظم ضغط التفريغ ( شكل 11 ) هو صمام يفتح ويغلق ذاتيا عند اختلاف الضغط داخل النظام ويتم تركيبه على خط التفريغ ويجب أن يكون حجم الهواء المتسرب من المنظم في حدود ٣٥ لتر / دقيقة.

شكل ( 11 ): منظم الضغط والحساس الخاص به على خط التفريغ
٥- مبين ضغط التفريغ
يقوم مبين التفريغ (شكل 12 ) بتوضيح مستوى التفريغ في النظام والذي يجب أن يكون ٥ر. ضغط جوى أو ٥٠ كيلو باسكال لكي يبين صلاحية المنظم وصلاحية الطلمبة وبالتالي إصلاح الخلل في الوقت المناسب.

شكل ( 12 ): منظم الضغط والحساس الخاص به على خط التفريغ
٦- خط أنابيب التفريغ
يصنع خط أنابيب التفريغ من المعدن أو ال P.V.C ويقوم خط الأنابيب بتوصيل الطلمبة مع نظام الحلب ويركب عليه المنظم والحاجز والمصيدة والنابض ويكون قطره ٢٥ مم أو ٣٢ مم.
ثانيا: وحدة النبضات
تعتبر وحدة النبضات ( شكل 13 ) هي الوحدة الخاصة بفتح وغلق التفريغ في الحلمات المطاط لتوليد عملية النبض من الضغط والتفريغ لتتم عمليه الحلب ويأخذ النابض حركته عن طريق خط تفريغ الهواء الموصل لطلمبة التفريغ ويتركب النابض من غشاء مطاط يتحرك حسب ضغط التفريغ الواصل إليه ويتم ضبط النابض ليعطي عدد نبضات محدد ٥٠ أو ٦٠ نبضة/ دقيقة كذلك يتم ضبط النسبة بين طور الحلب وطور الراحة حيث تكون النسبة ٤٠-٦٠ وهذا يعنى انه يتم عمل تفريغ ٦٠ مرة وراحة ٤٠ مرة وهذا يسمى وفي حالة المحلب الكبير يتم استخدام النابض الكهربي ويوجد نابض رئيسي وهذا النابض الرئيسي يقوم بالتحكم في النوابض الفرعية الموجودة على خط تفريغ الهواء وكل نابض فرعى يقوم بتشغيل وحدة أو وحدتين حلب حسب نظام كل محلب.

شكل ( 13 ): وحدة النبضات بالمحلب و أشكال بعض النوابض
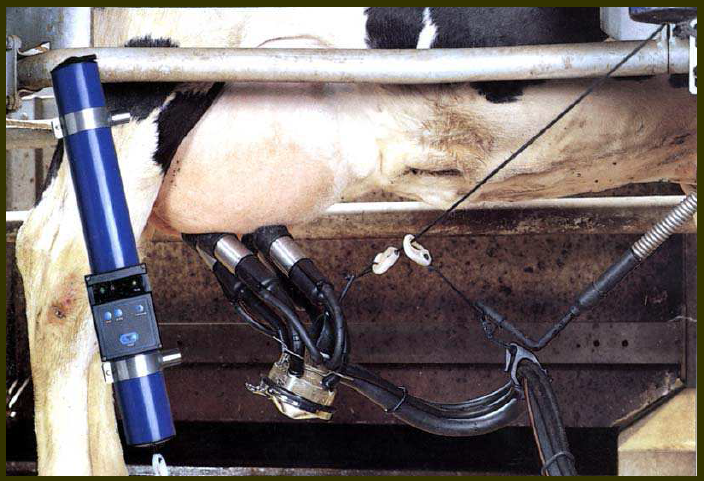
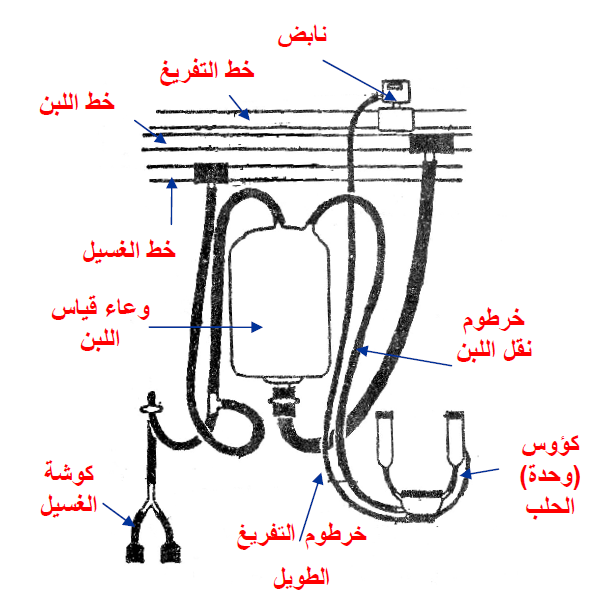
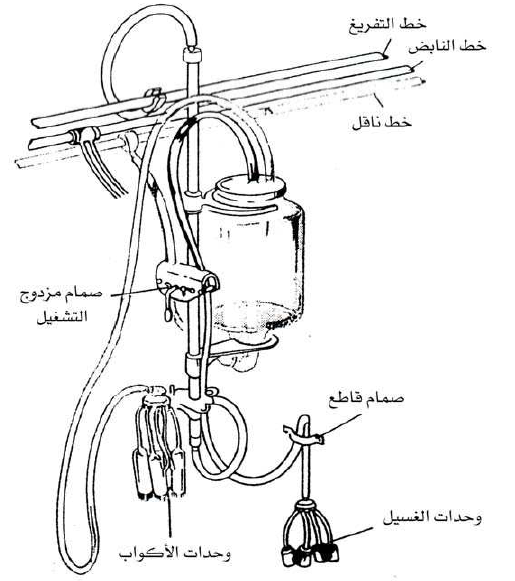
ثالثًا: وحدة الحلب
تتكون وحدة الحلب شكل ( 14 ) من أكواب الحليب وهى تتكون من الحلمات وعددها أربعة وأنابيب سحب اللبن وأنابيب الهواء ويتجمع كل ذلك في جزء يسمي المخلب أو مجمع البن شكل ( 15) ويخرج من المخلب خط نقل اللبن وخط الهواء وخط النابض ونجد أن شكل المخلب يختلف حسب نظام الحليب ففي النظام ذو الوعاء يكون هناك فتحه لخروج خط (خرطوم) اللبن الطويل وفتحه لدخول خط (خرطوم) اللبن القصير وخط (خرطوم) التفريغ القصير أما في باقي النظم فيحتوي علي أنبوبة النبض وأنبوبة اللبن القصيرة من خطوط الحلمات ويخرج منه خط اللبن الطويل وخط النبض الطويل، وتتراوح سعة المخلب من ٥٠ سم٣ حتى ٥٠٠ سم٣ ويوجد ثقب لدخول الهواء إلي المخلب قطره ٠.٨ مم وهذا الهواء يقوم بعمل دفع للبن حتى يخرج إلي خط نقل اللبن ومنه إلي أوعية التجميع وتصرف هذا الثقب حوالي ٧ لتر من الهواء / دقيقه.
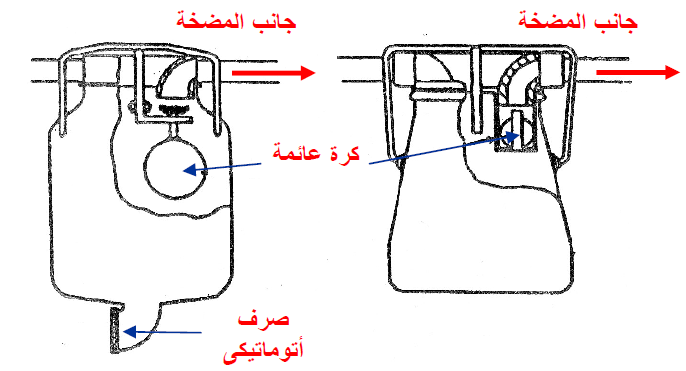
ويوجد أيضا صمام أوتوماتيكي (شكل 16 ) لفصل التفريغ عندما يقل سريان اللبن من الحلمات.
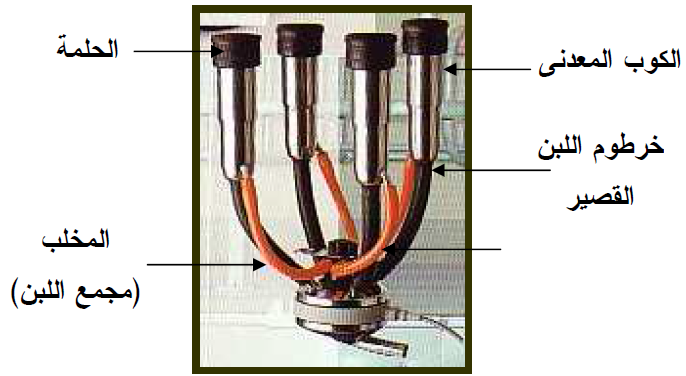
شكل ( 14 ): وحدة الحلب
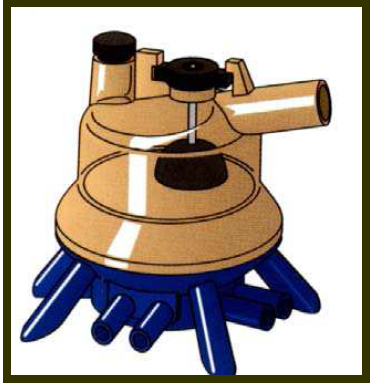
شكل ( 15 ): مجمع اللبن أو المخلب بوحدة الحلب
فصل وحدة الحلب أوتوماتيكيا
شكل ( 16 ): طريقة فصل وحدة الحلب أوتوماتيكيا
رابعًا: وحدة نقل اللبن
يتم نقل اللبن من نظام الحلب النقالي أو الوعاء عن طريق تفريغ الأوعية الصغيرة في وعاء كبير محمول علي عجل سعة ٤٦ لتر ويتم نقله إلي المجمع الكبير بواسطة العمال.
أما في نظام الحلب ذو الأنابيب (المواسير) فيتم نقل اللبن عن طريق أنابيب اللبن إلي المجمع الكبير في المزرعة شكل (17).
أما في نظام الحلب ذو المكان المخصص فيتم نقل اللبن تحت تأثير التفريغ إلي أوعية القياس شكل (18) التي تقيس حجم الإنتاج لكل بقره، ثم يتم سحب اللبن عن طريق صمام إلي وحدة استقبال اللبن شكل ( 19 ) بواسطة طلمبة لسحب اللبن إلي الخزانات الكبيرة في المزرعة ويتم تنظيم عمل طلمبة سحب اللبن عن طريق عوامة ذاتية الحركة تمتلئ وتعطي أشاره للمحرك الكهربي فيقوم بإدارة الطلمبة فتسحب اللبن وهذه تسمي وحدة الاستقبال.

شكل ( 17 ): مجمع اللبن الكبير بالمزرعة وخزان اللبن ووحدة التبريد
%20%D8%A7%D9%84%D9%84%D8%A8%D9%86.png)
شكل ( 18 ): وعاء قياس (تسجيل) اللبن
%20%D8%A7%D8%B3%D8%AA%D9%82%D8%A8%D8%A7%D9%84%20%D8%A7%D9%84%D9%84%D8%A8%D9%86.png)
شكل ( 19 ): وحدة (وعاء) استقبال اللبن
أشكال عنابر المحالب الآلية
١- المحلب المتوالي (الترادفي):
وفيه تقف الأبقار واحدة خلف الأخرى وتكون المرابط في صف واحد أو صفين وتكون المسافة بين الجانبين ١.٣-١.٨ م ويكون فرق المنسوب بين الأرض التي تقف عليها الحيوانات والأرض التي يقف عليها العامل حوالي ٨٠ سم لتسمح للعامل بحرية الحركة ومراقبة جهاز الحلب ويكون المربط مستطيل الشكل وطوله ٢.٤ م وعرضه ٨٠ سم وله فتحة دخول وفتحة خروج جانبية في الناحية البعيدة عن الممر الذي يقف فيه العامل وهذا التصميم لا يسمح بأكثر من أربعة مرابط خلف بعضها في الخط الواحد ليستطيع العامل أن يخدم هذه المرابط الأربعة لأن المسافة بين كل وحدتين ٢.٤ م، ويوضح شكل ( 20 a-) هذا النظام.
٢- المحلب شكل السمكة:
هو تطوير للنظام المزدوج ولكن مع اختلاف شكل المرابط التقليدي حيث يميل المرابط بزاوية ٣٠ في كلا من الجانبين على الممر الذي يقف فيه العامل ويكون هناك تداخل بين الأبقار وهذا النظام يناسب الأصناف الصغيرة وتم تعديله ليناسب أبقار الفريزيان ويوضح شكل ( 20- b) هذا النظام.
٣- المحلب ذو الأبقار المتراصة جانبيا:
وفيه تقف الأبقار بجانب بعضها في المرابط ويكون الغذاء أمامها ويوجد جنزير في الخلف ليحدد مكان وقوفها وتدخل الأبقار من المسافة الموجودة خلف المربط والتي يقف فيها العامل ليقوم بعملية الحلب، وهذا النظام يكون فيه فرق المنسوب بين سطح الأرض التي يقف عليها العامل وسطح أرض المربط حوالي ٤٠ سم. ويوضح شكل ( 20- c) هذا النظام.
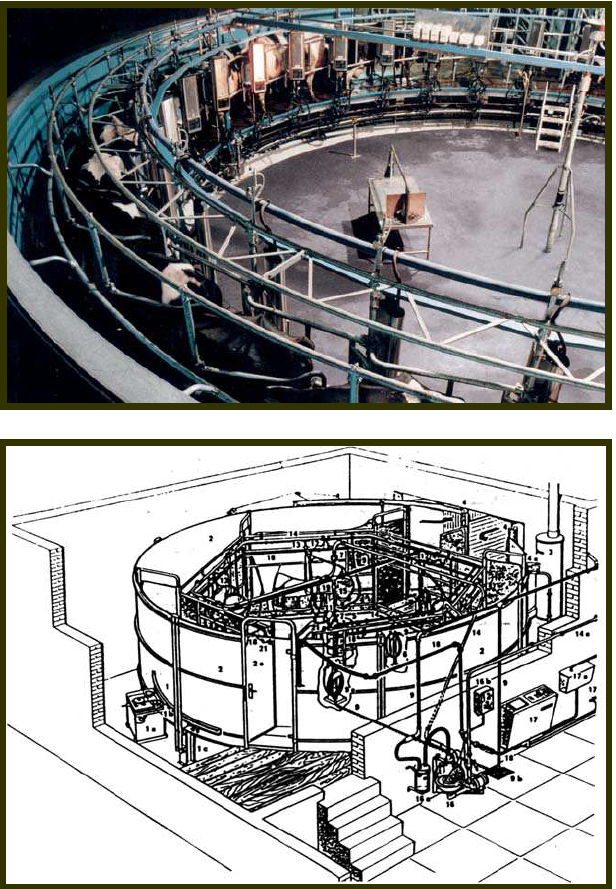
٤- المحلب ذو الشكل الدائري:
هذا النظام تكون المرابط وأجهزة الحلب صينية دوارة وكل مربط يخدم وحدة حلب واحدة وهذا النظام يسع ٤٠ مربط في شكل دائري حيث تقف الأبقار بجوار بعضها ووجهها لداخل الدائرة ويقف العامل في المحيط الخارجي للدائرة وفى مستوى أقل ٨٠ سم عن مستوى الصينية وتقف الأبقار في مساحة للانتظار قبل الدخول ثم تدخل واحدة بعد الأخرى حسب الأماكن في الصينية ثم مع وصول أول بقرة إلى نهاية الدائرة يكون قد تم الحلب للأبقار فتخرج من المربط إلى الأمام وتنزل من نفق أسفل الصينية وتخرج إلى مسافة الخروج لتدخل بقرة أخرى مكانها وهذا النظام كبير ومكلف. ويوضح شكل ( 20- d) هذه النظام، ويوجد عدة أشكال لنظام الحلب الدائري منها:
أ- نظام المحلب الدائري المتجانب:
هو أبسط وأرخص من النظام السابق وفيه تقف الأبقار بمؤخراتها ناحية المحيط الخارجي للصنية وكذلك تخرج البقرة بظهرها عند انتهاء عملية الحلب ويتراوح عدد المرابط بين ١٥-٤٠ مربط وكل مربط يخدم وحدة حلب ويتم تشغيله بعامل واحد أو ثلاثة حسب عدد المرابط ويتم سحب أكواب الحلب في أخر الدائرة عند وصول البقرة نهاية الدورة ووجود السور الحديدي خلف البقرة يجعلها تشعر بالأمان ولا تردد عند الدخول إلى الصينية.
ب - نظام المحلب الدائري المتوالي:
يكون وضع الأبقار متتالي حيث يكون رأس الواحدة في ذيل الأخرى ويكونوا محاطين بسور من الحديد ويقف العامل في المحيط الداخلي لدائرة ويقل منسوب العامل عن منسوب الصينية حوالي ٨٠ سم ويكون طول المربط ٢.٥ متر وهذا يجعل الدائرة كبيرة ويوجد من هذا المنسوب النوع عدة موديلات تخدم عدة مرابط يتراوح بين ٥-٢٢ وهذا النموذج أكثر نجاحا تجاريا.
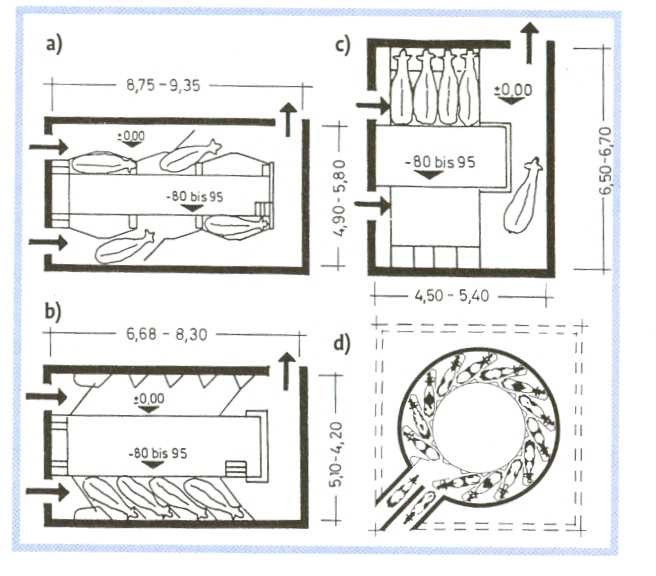
شكل ( 20 ): أشكال عنابر المحالب الآلية
ج- نظام المحلب شكل السمكة الدوار:
هذا النظام ( شكل 21 ) يسع عدد أكبر من الأبقار حيث يكون هناك تداخل بين الأبقار ويوجد أحجام مختلفة ١٢-٢٨ مربط وحجم أصغر ١١ مربط يخدمها ١١ وحدة عامل وهذا النظام يحلب ١٠٠ بقرة/ساعة.
شكل ( 21 ): بعض أنظمة المحالب الدائرية
خطوات إجراء عملية الحلب الآلي:
تعتبر عملية الحلب الآلي من أهم العمليات التي تتم في مزارع الإنتاج الحيواني، حيث تحتاج إلى عناية خاصة من حيث النظافة والدقة في إجراء عملية الحلب سواء كانت تتم يدويا أو بماكينة الحلب الآلي لذلك يجب إتباع الخطوات التالية لضمان عملية الحلب بكفاءة.
أ- خطوات تجهيز الحيوان قبل عملية الحلب:
لابد من التأكد من نظافة يد الحلاب وكذلك نظافة ضرع الحيوان ثم إتباع الخطوات التالية:
١- يتم غسيل الضرع والحلمات بالماء بكمية كافية لإزالة الأوساخ، ويتم إضافة مادة مطهرة مثل الأيودين والكلورين مع ماء الغسيل للقضاء على الميكروبات التي تسبب التهاب الضرع، وكذلك يستخدم الأيودين والكلورين في تطهير الحلمات المطاط لجهاز الحلب قبل إجراء عملية الحلب.
٢- يتم غسل الحلمات جيدا لإزالة أثار التلوث التي تتساقط من الضرع على الحلمات أثناء عملية الغسيل.
٣- يتم تجفيف الحلمات بفوطة مناسبة بعد الغسيل، ويفضل استخدام المناديل الورقية حتى لا تنتقل العدوى من حيوان إلى آخر (شكل 22 ) حيث أن استخدام الفوط القماش يسبب انتقال العدوى بين الحيوانات.
يلاحظ أنه تتم عملية التطهير والنظافة في حوالي ٤٠ ثانية وبعدها يصبح الحيوان نظيف.
٤- يتم سحب كمية من اللبن من الحلمات قبل بداية عملية الحلب وذلك للكشف على صلاحية اللبن ومدى إصابة اللبن بالميكروبات لكي يتم علاج الحيوان واستبعاد اللبن المصاب.
وتستغرق عملية تجهيز الحيوان للحلب حوالي دقيقتين، ويستخدم إناء لأخذ عينة من كل حلمة ويسمى وهو ذو سطح أسود محبب لكي يظهر عليه أي تغير في لون أو شكل اللبن الذي تم أخذه حيث إنه في حالة إصابة اللبن بالميكروبات فإنه يحدث له تجمع في شكل تكتلات تظهر واضحة على سطح الكوب.
وفى حالة عدم تمام عملية النظافة وسحب اللبن بالشكل الجيد فإن ضرع الحيوان يكون غير مشدود ومترهل والحلمات لا تأخذ وضع الحلب، إما عندما تتم عملية التجهيز بكفاءة فأن الضرع يكون ممتلئ والحلمات مملوءة باللبن.

شكل ( 22 ): تجفيف الحلمات بفوطة مناسبة بعد الغسيل بالماء
ب- خطوات إجراء عملية الحلب:
١- تشغيل المحلب أو ماكينة الحلب مع التأكد من صحة ضغط التفريغ وذلك بقراءة عداد الضغط ويكون على ٥٠ كيلو باسكال ( ٠.٥ ضغط جوى).
٢- الكشف على أي تسرب للهواء من وصلات وأجزاء المحلب وذلك للقضاء على أي عطل يسبب انخفاض التفريغ مما يسبب أضرار للحيوان وعدم تمام عملية الحلب على الوجه الأكمل.
٣- تركيب وحدات الحلب بضرع الحيوان وتتكون وحدات الحلب من الحلمات المطاط والغلاف المعدني ومجمع اللبن حيث يتم فتح صمام الهواء وتثنى الحلمات المطاط لأسفل ثم يتم البدء في رفع الحلمة الأولى والتي يتم تركيبها في حلمة الحيوان الخلفية شمال ثم ترفع الثانية وتركب في الحلمة الخلفية يمين ثم الحلمة الأمامية شمال ثم الحلمة الأمامية يمين وبذلك تتم عملية تركيب وحدة الحلب في الضرع والتي يجب أن تكون في حدود ١٥ الى ٣٠ ثانية لكي لا تكون هناك فرصة لدخول الهواء الخارجي إلى الحلمات التي تم تركيبها، وإذا حدث صفير أثناء تركيب الحلمات فإن ذلك يكون سبب في حدوث التهابات الضرع، ولكي نتجنب ذلك يتم ضبط الحلمات لكي تكون متزنة ويكون خرطوم اللبن متجه إلى الأمام والى أسفل قليلا وإن تحيط الحلمات المطاطية بحلمة الحيوان بالكامل وألا يميل مجمع اللبن إلى أحد الجوانب مما يسبب عدم أتزان الحلمات وبالتالي تتأثر كمية اللبن التي يتم حلبها من الضرع.
٤- يتم ملاحظة نزول اللبن من الأرباع الأربعة من خلال الجزء الشفاف من مجمع اللبن أو من خلال خرطوم نقل اللبن من مجمع اللبن إلى ماسورة نقل اللبن حيث يكون من النوع الشفاف مما يتيح فرصة ملاحظة سريان اللبن.
٥- عند انخفاض معدل إدرار اللبن يتم تدليك الضرع من الجوانب في شكل دائري لكي يتم سحب اللبن المتبقي من الضرع ليعطي فرصة لتكوين لبن جديد وينشط الضرع من جديد.
٦- بعد الانتهاء من عملية التدليك وتوقف الحلمات كلها مرة واحدة حيث يوضع الذراع الأيسر حول طقم الحلمات ليتم سحبها عند السقوط، ويجب تجنب الضغط على قاعدة الحلمات المطاط لكي لا تسبب دخول الهواء إلى الحلمات التي ما زالت تعمل فتسبب التهاب الضرع.
ج- خطوات ما بعد الانتهاء من عملية الحلب
بعد سحب وحدة الحلب يتم تطهير الضرع ويستخدم الأيودين والكلورين في تطهير الحلمات بغمس الحلمات في كوب ممتلئ بالمطهر.
دورة الغسيل بالمحالب الآلية
تتم عملية نظافة المحلب وغسيله بعد الحلب مباشرة ويتم استخدام منظف قلوي ويفضل أن يكون من النوع الذي توصي به الشركة المنتجة للمحلب وتتم عملية الغسيل علي ثلاث مراحل.
١- الغسيل بالماء الفاتر ويستمر لمدة دقيقتين.
٢- الغسيل بالمنظف القلوي ويكون المعدل ١٢٥ جرام لكل ٤٠ لتر ماء دافئ ٦٠ درجه مئوية وتستمر هذه الدورة حوالي ١٥ دقيقه.
٣- عملية الشطف النهائي بالماء الفاتر وتستمر حوالي ٥ دقائق للتخلص من بقايا المنظف.
وتتكون دورة الغسيل من الأجزاء الآتية:
١- حوض الغسيل ويكون من البلاستيك وسعته من ٨٠–١٢٠ لتر.
٢- وحدة التحكم الأوتوماتيكي لزمن دورة الغسيل ويوجد بها وعاء بلاستيك لوضع المنظف.
٣- صمام الصرف الأوتوماتيكي لصرف الماء عقب انتهاء دورة الغسيل.
٤- الصمام الثلاثي وهو مركب علي ماسورة سحب الماء من حوض الغسيل.
٥- خطوط مواسير الغسيل.
٦- خرطوم الغسيل وينقسم إلي قسمين: الأول يغذي كوشة الغسيل والتي يخرج منها الماء ليقوم بتنظيف وحدة الحلب، والثاني يغذى وعاء قياس اللبن (الجار) ويتم التحكم في النسبة بين كمية الماء الداخل للوعاء والداخل لكوشة الغسيل عن طريق محبس عند مدخل خرطوم الغسيل. ويوضح شكل ( 23 أ ، ب ، ح) أجزاء من مكونات دورة الغسيل.
شكل ( 23 أ): جزء من مكونات دورة الغسيل
شكل ( 23 ب): جزء من مكونات دورة الغسيل

شكل ( 23 ج): جزء من مكونات دورة الغسيل
طريقة عمل دورة الغسيل:
يتم ملئ حوض الماء عن طريق إدارة لوحة التحكم الأوتوماتيكي لزمن التشغيل ،حيث يتم ملئ الحوض بالماء ثم يتم وضع الصمام الثلاثي في وضع الغسيل ويبدأ سحب الماء في خط مواسير الغسيل حتى يصل إلي خرطوم الغسيل فينقسم الماء إلي قسمين :
الأول يدخل إلي وعاء قياس اللبن وينزل في شكل تيار مائي علي جدار الوعاء عن طريق سوسته توزيع الماء.
والجزء الآخر يذهب إلي كوشة الغسيل فيخرج في شكل نافورة تقوم بغسل الحلمات ثم تذهب إلي مجمع اللبن ومنه إلي خرطوم اللبن ثم إلي وعاء قياس اللبن ثم تنزل إلي خرطوم نقل اللبن إلي خط مواسير نقل اللبن ثم إلي وحدة الاستقبال النهائية والتي تدفع ماء الغسيل إلي حوض الغسيل مره أخري.
وتستمر هذه العملية حتى تنتهي الفترة الزمنية المحددة لها ثم يقوم صمام الصرف الأوتوماتيكي بصرف الماء وإعادة ملئ الحوض بالماء مره أخري ليتم دوره جديدة للشطف بالماء النظيف وبعد انتهاء دورة الغسيل يتم إعادة الصمام الثلاثي إلي وضع الحلب ليكون المحلب جاهز للحلب مره أخرى.