
 تويت
تويت
الفرز والفرازة
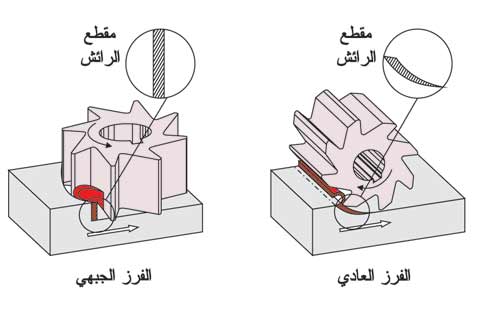
الفرز milling هو طريقة من طرائق تشغيل القطع المعدنية بوساطة القطع وإزالة الرائش، وتتم بأداة قاطعة متعددة حدود القطع تسمى «مقطع الفرز». ففي أثناء دوران القطعة المراد فرزها تنغرس أسنان مقطع الفرز فيها، فيفصل كل سن من أسنانه كمية معينة من الرائش من سطحها، وبهذا الشكل تكتسب القطعة المطلوب تشغيلها الشكل والأبعاد المحددة لها في الخطة الإنتاجية.
ولكي تتم عملية القطع يفترض توافر ثلاثة عناصر رئيسة:
القطعة المراد قطعها، وتحريكها بالنسبة لأداة القطع، وتغلغل هذه الأداة في القطعة. وقد كانت العلاقة بين العناصر الثلاثة تتم يدوياً، حيث يقوم العامل بإدارة القطعة ومن ثمَّ يركّز أداة القطع ذات الصلابة العالية في القطعة المراد تشكيلها. ثمَّ يدخل الآلة لإعطاء القطعة الحركة المطلوبة، ويحرك أداة القطع يدوياً كما في عمليات التشكيل في النجارة مثلاً. أما اليوم فإن هذه الأعمال تتم آلياً وقد يتحكم بها الحاسوب.
مقاطع الفرز وعناصرها والأسس العامة في تصنيف مقاطع الفرز
تتعدد أنواع مقاطع الفرز حسب عملية التشغيل المراد تطبيقها. ولهذه المقاطع طرف موحد الشكل يسمح بوضعها على كتلة أسطوانية لها حدود قاطعة، ويمثّل كل حدّ منها شكلاً مبسطاً لقلم الخراطة.
أكثر أنواع مقاطع الفرز شيوعاً هي مقاطع الفرز الأسطواني، والجبهي، والمنشاري، والطرفي، والشقبي، والجانبي.
وتصنَّف مقاطع الفرز حسب اتجاه السن أو حسب تصميمه أو حسب البنية الداخلية لمقطع الفرز أو حسب طريقة التثبيت (الشكل-2).
المواد المستخدمة في تصنيع مقاطع الفرز
يجب أن تتصف المواد المستخدمة في تصنيع مقاطع الفرز بالخواص الآتية:
ـ صلادة عالية تفوق صلادة مادة القطعة المطلوب تشغيلها.
ـ مقاومة عالية للتآكل ولتأثير درجات الحرارة العالية.
ـ متانة ميكانيكية مناسبة لمقاومة الصدمات التي يتعرض لها مقطع الفرز.
وأكثر المواد المستخدمة في تصنيع مقاطع الفرز شيوعاً هي: الصلب الكربوني، والصلب السبائكي، والصلب سريع القطع H. S. S، والسبائك الصلبة الملبدة، والألماس.
طرائق الفرز والعمليات المختلفة على آلات الفرز
تطبق اليوم عند استخدام مقاطع الفرز المحيطية طريقتان أساسيتان:
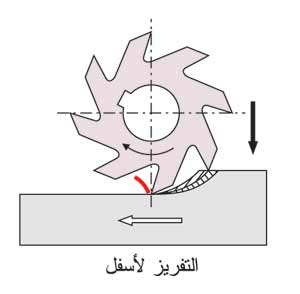
1ـ التفريز الأمامي «الهابط» (نحو الأسفل).
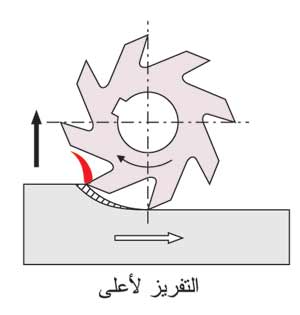
2ـ التفريز الخلفي «الصاعد» (نحو الأعلى).
ففي التفريز الأمامي نحو الأسفل يدور مقطع الفرز في اتجاه موافق لحركة التغذية (الشكلان 3 و4).
وعند التفريز الخلفي نحو الأعلى يدور مقطع الفرز في اتجاه معاكس لحركة التغذية. وتستخدم آلات الفرز لتنفيذ مجموعة واسعة من العمليات، كتسوية السطوح وتشكيل المجاري والأخاديد إضافة إلى استخدامها على نطاق واسع في تصنيع اللوالب والمسننات.
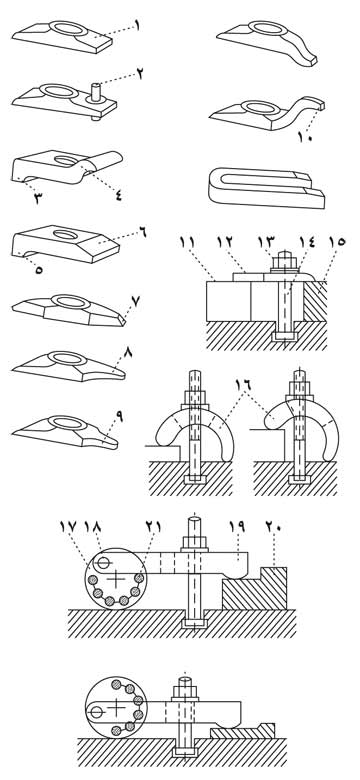
تثبيت مقاطع الفرز
يعدُّ التثبيت الجيد لمقطع الفرز (الشكل-5) أحد أهم العوامل المؤثرة في جودة الفرز وسلامته. وتستخدم لهذه الغاية وسائل متعددة كشياقات الفرز الملساء المزودة بحلقات منزلقة أو الشياقات الكابولية أو الطرفية وأظرفة القمط.
أنواع آلات التفريز
تقوم آلات التفريز على اختلاف أنواعها بالمهام الرئيسة الآتية:
1 - تثبيت مقاطع الفرز وإعطاؤها الحركة الدورانية لممارسة عملية القطع.
2 - تثبيت القطعة المشغولة على الطاولة.
3 - إعطاء القطعة المشغولة حركتي التغذية وعمق القطع.
وتصنَّف آلات الفرز الأكثر شيوعاً كما يأتي:
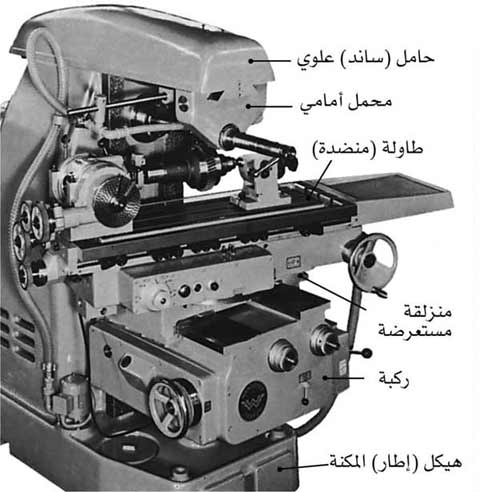
آ - آلات الفرز الأفقية horizontal milling machines
ب - آلات الفرز العمودية (الرأسية) vertical milling machines
ج - آلات الفرز العمومية universal milling machines
د - آلات الفرز الخاصة special milling machines
الفرز المؤتمت وآلات الفرز المبرمجة
إن الاختلاف المبدئي بين آلات الفرز المبرمجة والآلات الأتوماتيكية ينحصر في أن الأولى تقدم برنامج تشغيل القطعة بصيغة رياضية (عددية)، على حامل خاص للبرنامج (شريط مثقب أو شريط مغنطيسي)، وتبقى عملية التنفيذ في النوعين واحدة.
يتم تشغيل السطوح المعقدة فراغياً، باقتران حركة الطاولة في الآلة مع القطعة المشغولة في المستوى الأفقي بموجب الإحداثيين (X - في الاتجاه الطولي وY - في الاتجاه العرضي) مع تحرك عمود الدوران ومقاطع الفرز رأسياً (الشكلان 6 و7).
تثبيت المشغولات على آلات الفرز
تخضع عمليات تثبيت المشغولات أياً كان نوعها على آلات الفرز لما يُسمى بقاعدة النقاط الست، أي منع القطعة من الحركة والدوران حول المحاور الديكارتية الثلاث (ثلاث حركات دورانية، ثلاث حركات انتقالية).
وأكثر أدوات التثبيت شيوعاً النبائط والقامطات (الشكل-8). وتستخدم إضافة للقامطات، زوايا التثبيت، ودلائل التثبيت والمناجل بمختلف أنواعها التي يُتحكم فيها ميكانيكياً أو هوائياً أو هدروليكياً ليصبح بالإمكان أتمتة عملية التثبيت.
أجهزة التقسيم indexing heads
تعدُّ أجهزة التقسيم من الملحقات الأساسية لآلات الفرز، وذلك لاتساع إمكان استخدامها في إنتاج القطع المربعة والمسدسة والمسننات بمختلف أنواعها، بهدف تقسيم القطع الأسطوانية إلى أجزاء متساوية.
وتصنَّف طرائق التقسيم وفقاً للآتي:
1- التقسيم المباشر direct indexing: تثبَّت المشغولة بين ذنبتي كلّ من جهاز التقسيم وغراب الذيل، ويمكن استخدام هذه الطريقة غالباً في تقسيم القطع الأسطوانية إلى أجزاء من مركبات العدد 24 (الشكل-9).
2- التقسيم غير المباشر (المركب) compound indexing: تثبّت المشغولة بين ذنبتي كلّ من رأس التقسيم وغراب الذيل أو في ظرف ثلاثي. يُدار عمود التقسيم بوساطة مرفق التقسيم عبر تعشيقة مسننات دودية تتألف من لولب دودي ذي باب واحد، ومسنن دودي به 40 سناً (الشكل-10).
3- التقسيم التفاضلي differential indexing: تستخدم هذه الطريقة عندما يتطلب الأمر قطع مسننات لا يوجد لها قرص بعدد مناسب للتقسيم المطلوب، ولذلك يُختار عدد من الأقسام افتراضياً (T) حيث يكون أقرب ما يمكن للعدد المطلوب التقسيم إليه (T) وتقوم المسننات القابلة للتبديل بتعويض الفارق (الشكل-11).
4- التفريز الحلزوني: عندما يتطلب الأمر فرز مجار حلزونية وأسنان مائلة يجب على المشغولة أن تؤدي حركتين أساسيتين:
أـ حركة تغذية طولية (بوساطة الطاولة).
ب ـ حركة دورانية (بوساطة رأس التقسيم)
وتتم هاتان الحركتان في وقت واحد حيث يرسم مقطع الفرز خطاً حلزونياً (الشكل-12).
تصنيع المسننات على الفارزة
إنَّ تصنيع المسننات على آلة الفرز يشكّل جانباً هاماً من استخدامات آلة الفرز، ويمكن أن يتم إما وفق نظام الإنتاج الفردي أو الكمي، فعند الإنتاج الفردي يُشَغَّل كل فراغ بين سنين على حدة. وإذا كان النموذج (الموديل) أقل من 9مم يُحتاج إلى 8 مقاطع فرز. أما إذا كان النموذج أكبر من 9مم فيحتاج إلى 15 مقطع فرز للتمكن من تغطية كل الأسنان (الشكل-13).
ولدى تصنيع المسننات بالجملة وفق نظام الإنتاج الكمي، غالباً ما تستخدم آلات تفريز مؤتمتة خاصة بتصنيع المسننات تُسمى HOP machines، أما تصنيع المسننات الدودية فيتم بطريقتين:
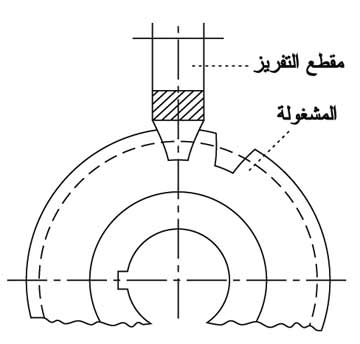
1ـ الطريقة الأولى: فرز بوساطة التغذية القطرية تستخدم إذا كانت خطوة اللولب الدودي أصغر من 8 مم (الشكل-14).
2ـ الطريقة الثانية: فرز بوساطة التغذية المماسية (الشكل-15).
غسان حداد
الفرز milling هو طريقة من طرائق تشغيل القطع المعدنية بوساطة القطع وإزالة الرائش، وتتم بأداة قاطعة متعددة حدود القطع تسمى «مقطع الفرز». ففي أثناء دوران القطعة المراد فرزها تنغرس أسنان مقطع الفرز فيها، فيفصل كل سن من أسنانه كمية معينة من الرائش من سطحها، وبهذا الشكل تكتسب القطعة المطلوب تشغيلها الشكل والأبعاد المحددة لها في الخطة الإنتاجية.
 |
| الشكل (1) |
القطعة المراد قطعها، وتحريكها بالنسبة لأداة القطع، وتغلغل هذه الأداة في القطعة. وقد كانت العلاقة بين العناصر الثلاثة تتم يدوياً، حيث يقوم العامل بإدارة القطعة ومن ثمَّ يركّز أداة القطع ذات الصلابة العالية في القطعة المراد تشكيلها. ثمَّ يدخل الآلة لإعطاء القطعة الحركة المطلوبة، ويحرك أداة القطع يدوياً كما في عمليات التشكيل في النجارة مثلاً. أما اليوم فإن هذه الأعمال تتم آلياً وقد يتحكم بها الحاسوب.
مقاطع الفرز وعناصرها والأسس العامة في تصنيف مقاطع الفرز
تتعدد أنواع مقاطع الفرز حسب عملية التشغيل المراد تطبيقها. ولهذه المقاطع طرف موحد الشكل يسمح بوضعها على كتلة أسطوانية لها حدود قاطعة، ويمثّل كل حدّ منها شكلاً مبسطاً لقلم الخراطة.
أكثر أنواع مقاطع الفرز شيوعاً هي مقاطع الفرز الأسطواني، والجبهي، والمنشاري، والطرفي، والشقبي، والجانبي.
وتصنَّف مقاطع الفرز حسب اتجاه السن أو حسب تصميمه أو حسب البنية الداخلية لمقطع الفرز أو حسب طريقة التثبيت (الشكل-2).
 |
| الشكل (2) العناصر الأساسية لمقطع الفرز |
يجب أن تتصف المواد المستخدمة في تصنيع مقاطع الفرز بالخواص الآتية:
ـ صلادة عالية تفوق صلادة مادة القطعة المطلوب تشغيلها.
ـ مقاومة عالية للتآكل ولتأثير درجات الحرارة العالية.
ـ متانة ميكانيكية مناسبة لمقاومة الصدمات التي يتعرض لها مقطع الفرز.
وأكثر المواد المستخدمة في تصنيع مقاطع الفرز شيوعاً هي: الصلب الكربوني، والصلب السبائكي، والصلب سريع القطع H. S. S، والسبائك الصلبة الملبدة، والألماس.
طرائق الفرز والعمليات المختلفة على آلات الفرز
تطبق اليوم عند استخدام مقاطع الفرز المحيطية طريقتان أساسيتان:
1ـ التفريز الأمامي «الهابط» (نحو الأسفل).
2ـ التفريز الخلفي «الصاعد» (نحو الأعلى).
ففي التفريز الأمامي نحو الأسفل يدور مقطع الفرز في اتجاه موافق لحركة التغذية (الشكلان 3 و4).
 |
 |
| الشكل (3) الفرز الأمامي | الشكل (4) الفرز الخلفي |
تثبيت مقاطع الفرز
يعدُّ التثبيت الجيد لمقطع الفرز (الشكل-5) أحد أهم العوامل المؤثرة في جودة الفرز وسلامته. وتستخدم لهذه الغاية وسائل متعددة كشياقات الفرز الملساء المزودة بحلقات منزلقة أو الشياقات الكابولية أو الطرفية وأظرفة القمط.
 |
| الشكل (5) بعض أنواع مقاطع الفرز |
تقوم آلات التفريز على اختلاف أنواعها بالمهام الرئيسة الآتية:
1 - تثبيت مقاطع الفرز وإعطاؤها الحركة الدورانية لممارسة عملية القطع.
2 - تثبيت القطعة المشغولة على الطاولة.
3 - إعطاء القطعة المشغولة حركتي التغذية وعمق القطع.
وتصنَّف آلات الفرز الأكثر شيوعاً كما يأتي:
آ - آلات الفرز الأفقية horizontal milling machines
ب - آلات الفرز العمودية (الرأسية) vertical milling machines
ج - آلات الفرز العمومية universal milling machines
د - آلات الفرز الخاصة special milling machines
الفرز المؤتمت وآلات الفرز المبرمجة
إن الاختلاف المبدئي بين آلات الفرز المبرمجة والآلات الأتوماتيكية ينحصر في أن الأولى تقدم برنامج تشغيل القطعة بصيغة رياضية (عددية)، على حامل خاص للبرنامج (شريط مثقب أو شريط مغنطيسي)، وتبقى عملية التنفيذ في النوعين واحدة.
يتم تشغيل السطوح المعقدة فراغياً، باقتران حركة الطاولة في الآلة مع القطعة المشغولة في المستوى الأفقي بموجب الإحداثيين (X - في الاتجاه الطولي وY - في الاتجاه العرضي) مع تحرك عمود الدوران ومقاطع الفرز رأسياً (الشكلان 6 و7).
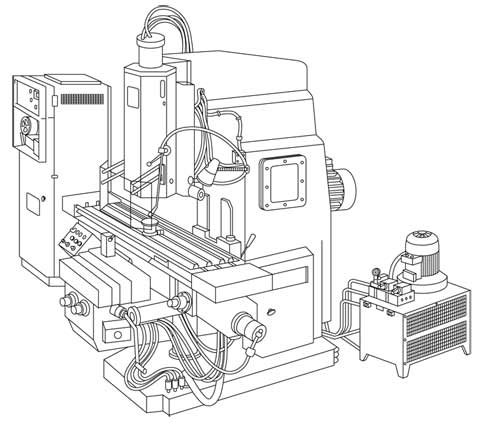 |
 |
| الشكل (6) نموذج لآلة فرز ذات تحكم عددي | الشكل (7) آلة فرز عامة |
تخضع عمليات تثبيت المشغولات أياً كان نوعها على آلات الفرز لما يُسمى بقاعدة النقاط الست، أي منع القطعة من الحركة والدوران حول المحاور الديكارتية الثلاث (ثلاث حركات دورانية، ثلاث حركات انتقالية).
وأكثر أدوات التثبيت شيوعاً النبائط والقامطات (الشكل-8). وتستخدم إضافة للقامطات، زوايا التثبيت، ودلائل التثبيت والمناجل بمختلف أنواعها التي يُتحكم فيها ميكانيكياً أو هوائياً أو هدروليكياً ليصبح بالإمكان أتمتة عملية التثبيت.
 |
| الشكل (8) |
| القامطات التي تستخدم في ربط المشغولات على طاولة آلة الفرز |
تعدُّ أجهزة التقسيم من الملحقات الأساسية لآلات الفرز، وذلك لاتساع إمكان استخدامها في إنتاج القطع المربعة والمسدسة والمسننات بمختلف أنواعها، بهدف تقسيم القطع الأسطوانية إلى أجزاء متساوية.
وتصنَّف طرائق التقسيم وفقاً للآتي:
1- التقسيم المباشر direct indexing: تثبَّت المشغولة بين ذنبتي كلّ من جهاز التقسيم وغراب الذيل، ويمكن استخدام هذه الطريقة غالباً في تقسيم القطع الأسطوانية إلى أجزاء من مركبات العدد 24 (الشكل-9).
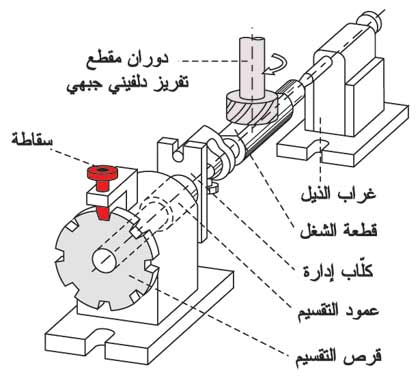 |
| الشكل (9) جهاز التقسيم المباشر |
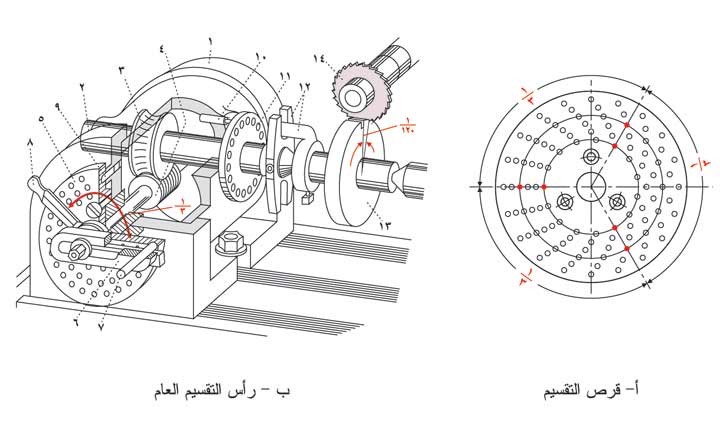 |
| الشكل (10) الشكل العام لجهاز التقسيم |
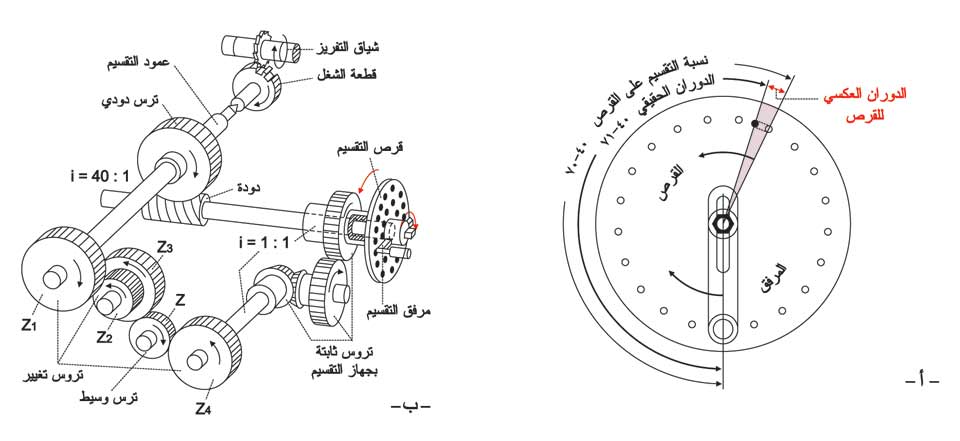 |
| الشكل (11) طريقة التقسيم التفاضلي |
أـ حركة تغذية طولية (بوساطة الطاولة).
ب ـ حركة دورانية (بوساطة رأس التقسيم)
وتتم هاتان الحركتان في وقت واحد حيث يرسم مقطع الفرز خطاً حلزونياً (الشكل-12).
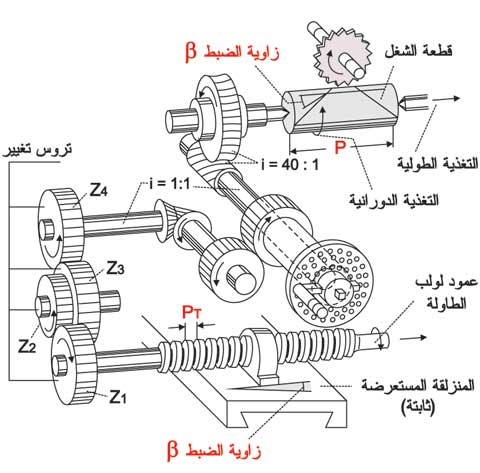 |
| الشكل (12) طريقة الفرز الحلزوني |
إنَّ تصنيع المسننات على آلة الفرز يشكّل جانباً هاماً من استخدامات آلة الفرز، ويمكن أن يتم إما وفق نظام الإنتاج الفردي أو الكمي، فعند الإنتاج الفردي يُشَغَّل كل فراغ بين سنين على حدة. وإذا كان النموذج (الموديل) أقل من 9مم يُحتاج إلى 8 مقاطع فرز. أما إذا كان النموذج أكبر من 9مم فيحتاج إلى 15 مقطع فرز للتمكن من تغطية كل الأسنان (الشكل-13).
 |
| الشكل (13) تفريز مسنن بنظام الإنتاج الفردي |
1ـ الطريقة الأولى: فرز بوساطة التغذية القطرية تستخدم إذا كانت خطوة اللولب الدودي أصغر من 8 مم (الشكل-14).
2ـ الطريقة الثانية: فرز بوساطة التغذية المماسية (الشكل-15).
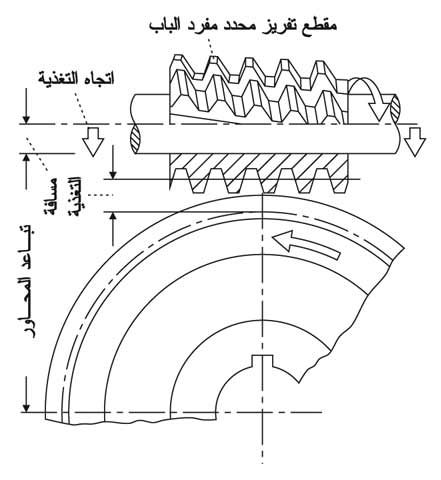 |
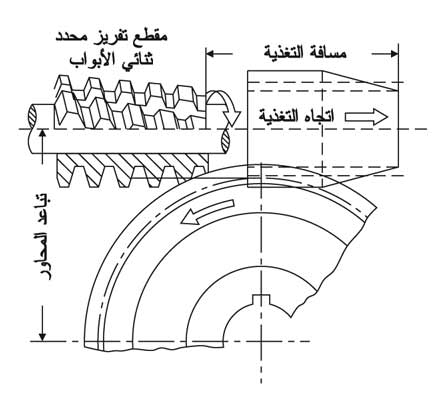 |
| الشكل (14) فرز مسنن دودي بتغذية قطرية | الشكل (15) فرز مسنن دودي بتغذية مسامية |