
 تويت
تويت
غزل
Spinning - Filage
الغزل
الغزل spinning لغةً مَدُّ ألياف القطن أو الصوف وفتلها لتصير خيطاً، وفي الصناعة هو عملية سحب الألياف والأشعار الحيوانية أو النباتية أو الصنعية بخطوط متوازية في حزمة واحدة ثم فتلها لولبياً حول محور واحد بزاوية ميل معينة لتتحول إلى خيط يُلفُّ على ماسورة لفاً مناسباً، وللخيط الناتج مواصفات محددة مسبقاً أهمها الكثافة الخطية والمتانة وعدد البرمات في واحدة الطول.
لمحة تاريخية
الغَزْل هو المرحلة الأخيرة من مراحل تصنيع الخيط، إذ يجب أن تُخْلَطَ الألياف وتتجانس وتُنظف وتُفتّح وتُسرَّح، وتُمشَّط أحياناً قبل أن تُغْزَل وتتحول إلى خيط. وقد لاحظ إنسان بلاد الشام والرافدين ذلك، فكان أول من صنع الخيط يدوياً وكان ينظف الأشعار ويمسِّدها بين يديه ليوزايها، ويجعلها على استقامة واحدة ومن ثم يبرمها ويغزلها مستخدماً أدوات بدائية.
انتقلت هذه الصناعة إلى إيطاليا فأوربا عن طريق المشرق العربي في نحو القرن الخامس الميلادي، واستخدم الأوربيون مغزلاً يدوياً خشبياً. ولزيادة الإنتاج طوروه إلى مغزل ميكانيكي، وفي أثناء الثورة الصناعية في أوربا نحو عام 1850 صُنعت آلة غزل ميكانيكية، طُوِّرَتْ ببطء على مدى قرن كامل. وبعد الحرب العالمية الثانية، واختراع آليات جديدة، وأساليب متنوعة لتحريكها، حظيت صناعة الغزل بنصيب كبير من الاهتمام وشهدت تطوراً ملحوظاً ارتقى بها في خاتمة المطاف إلى أتمتة أغلب العمليات المشاركة في إنتاج الخيط، وتعددت طرائق صنعه.
أنواع الغزل
تُطلق كلمة غَزْل على كلِّ عملٍ يهدف إلى سحب الألياف والأشعار وفتلها وجعلها خيطاناً، كما تُستخدم للتَّعبير عن طرائق الحصول على الخيوط بفتلها أو من دون فتل. وطرائق الغزل كثيرة ومتنوعة وأهمها:
1ـ الغزل الكيمياوي الرطب: ويتم بإذابة مواد كيمياوية تتحول إلى محلول لزج ينبثق من ثقوب محددة القطر ليخرج خيوطاً تمرُّ في حوض فيه سائلٌ كيمياوي يعمل على تقليص الخيوط، ويُسْحَبُ قسمٌ منها ويُلَفُّ على بكرات من دون برم، ويُبرَمُ القسمُ الآخر، أو يُقطع إلى ألياف محدَّدة الطول تغزل بطريقة الغزل الميكانيكي.
2ـ طريقة الغزل الجاف: وهي شبيهة بطريقة الغزل الرطب، غير أنها لاتحتاج إلى حوض فيه سائل لتقلِّص الخيوط، وإنما يحوي المحلول الكيمياوي نفسه سائلاً مذيباً يتطاير لدى تعرض الخيوط للهواء الساخن الجاف بعد خروجها من ثقوب البثق.
3ـ طريقة الغزل الانصهاري: تختلف عن الطريقتين السابقتين بأن المواد الصلبة تتعرض لدرجة حرارة مناسبة تصهرها من دون أن تذاب في مركب ما، ثُمَّ تسيل من الثقوب على شكل سائل لزج، يتعرَّض لتيارٍ هوائيٍّ باردٍ، فتتجمد الخيوط ثم تُسحب وتُلفُّ على بكرات.
4ـ طريقة الغزل باللصق: وتتلخص في تعريض الألياف لمواد كيمياوية لاصقة تعطيها المتانة اللازمة من دون برم.
5ـ الغزل الميكانيكي: قبل الوصول إلى مرحلة الغزل النهائي تتعرض الأشعار للعمليات المذكورة سابقاً، ثم تُحوَّلُ إلى حزمة مبرومة برماً خفيفاً من أجل تحمُّل الإجهادات الناتجة من العملية اللاحقة على آلة الغزل الحلقي (الشكل 2) وفيها تنتقل حزمة الخيوط المبرومة من بكرة البرم التي تدور دوراناً حراً على قاعدة علوية إلى أعمدة التوجيه (2) إلى موجه الحزمة المبرومة (3) لتصل إلى جهاز السحب (4) وبعد ذلك تمر الحزمة المبرومة عبر دليل الخيط (7) إلى الزردة (9) فتتحول إلى خيط مغزول يُلفُّ على ماسورة (10) تُثَبَّت بقوة على المغزل (8) الذي يديره سير (11) يحرك أربعة مغازل في آن واحد. ويتلقى السير حركته من الطارة (13). ولمنع انزلاق السير وشده وُضِعَتْ بكرة شدٍّ، ولدى مرور الخيط في جوار فتحة قناة السَّحب (الشفط) يُسْحَبُ الزَّغَبُ عن الخيط. تتلخص عملية الغزل فيما يأتي:
يمر الخيط القادم من دليله (2) تحت الزردة (3) إلى ماسورة الغزل (4) ليُلَفَّ عليها. ومن المعروف عن آلة الغزل الحلقي أن الماسورة مثبَّتةٌ تماماً على المغزل، ولهاسرعته الدورانية نفسها. عندما يُلَفُ الخيط على الماسورة يتسبَّب في دوران الزردة على محيط الحلقة (6)، ولابد من أن يكون هناك فرق في السرعتين الدورانيتين لكل من المغزل والزردة ليُلَفَّ الخيط على الماسورة لفاً مناسباً، أما إذا كانت السرعتان متساويتين فلن يحصلَ اللفُّ على الماسورة.
إن اختلاف السرعات الدورانية للمغزل والزردة يتم آلياً (أتماتياً)؛ إذ يدور المغزل دوراناً مباشراً في حين تدور الزردة بوساطة الخيط المار من تحتها، وتعتمد سرعته المتغيرة على قطر الماسورة في أثناء اللف، ولهذا تعد طريقة دورانه سلبية. ولكي يتم اللف جيداً يجب أن تكون سرعة دوران الزردة أصغر من سرعة دوران المغزل. ولابد من الإشارة إلى أنه للحصول على مواصفات الخيط المطلوب يجب أن تكون الأشعار قد حصلت على السحب المقرر لها من جهاز السحب إلى آلة الغزل، وحصلت أيضاً على البرمات المطلوبة بوساطة الأجزاء المشاركة في عملية الغزل، إذ إن كل دورة للزردة على الحلقة تقريباً تقابل برمة واحدة تتوزع على المسافة كلها، من الزردة حتى الأسطوانات الأمامية لجهاز السحب.
آلات غزل الطرف المفتوح (الغزل العنفي):
إن المشكلات والصعوبات التي في آلات الغزل الحلقي كثيرة، إضافة إلى أن إنتاجية هذه الآلات قليلة ولهذا وجدت طرائق جديدة للغزل بعد جهود مكثفة تمثلت في آلات غزل الطرف المفتوح. وقد تحقق ذلك على المستوى العملي عام 1967حين شُغَّل مصنع لغزل الطرف المفتوح في تشيكوسلوفاكيا، وسميت بهذا الاسم؛ لأن طرف الشعيرات ينفصل عن شريط التغذية ليبقى مفتوحاً قبل غزله وضمه إلى الخيط المغزول الذي يكون قسم منه في علبة الدوار. وتستخدم هذه الطريقة لغزل القطن وخلطاته والخيوط الصنعية كالغيبران والبوليستر والبولي أميد وغيرها.
تقسم طرائق غزل الطرف المفتوح إلى طريقتين رئيسيتين:
أ ـ باستخدام جهاز سحب، وهي الأقل انتشاراً.
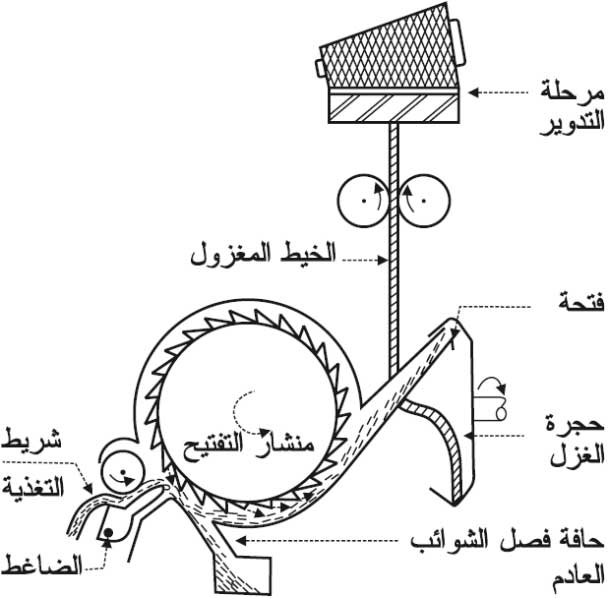
ب ـ باستخدام منشار تفتيح وهي الأكثر انتشاراً، ويبين (الشكل 4) وحدة غزل طرف مفتوح من آلة تضم 200 وحدة ذات منشار تفتيح حيث تقوم الحزمة (1) الموضوعة في براميل قادمة من آلات التسريح أو السحب إلى منشار التفتيح (2) عن طريق أسطوانات التغذية (3) والضاغط (4). ومهمَّة منشار التفتيح هذا سحب الشعيرات وتفتيحها، أي تحويل الحزمة إلى أشعار منفصلة ومستقيمة ومتباعد بعضها عن بعض بمسافات صغيرة متساوية، وكذلك فصل الشوائب، وخاصة من القطن وخلطاته، كالأجزاء المتبقية من لوزة القطن والأتربة وغيرها لتخرج من الفتحة (5) وتسقط وتتجمع على سير متحرك بطول الآلة.
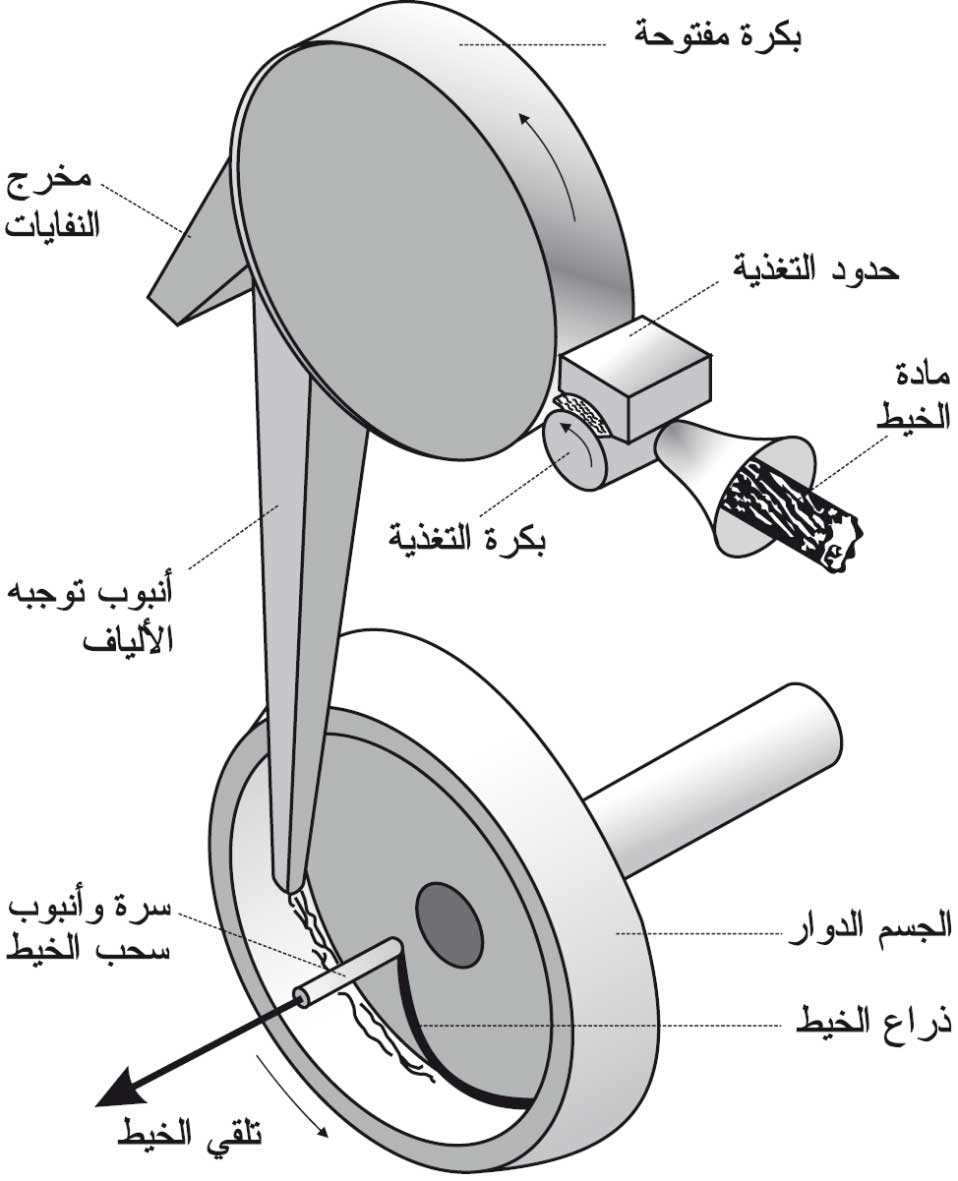
أما أشعار القطن المتبقية فتتابع سيرها في قناة نقل الأشعار (6) بوساطة الهواء من منشار التفتيح إلى السطح الداخلي للعلبة الدوار (7) التي يدور داخلها طرف الخيط المغزول ليعطي الأشعار (8) البرمات اللازمة ويحولها إلى خيط مغزول (9) يمر بين أسطوانتين (10) ليلف على البكرة (12). وتكمن آلية الغزل التوربيني في أن الألياف التي تدخل إلى علبة الدوار من منشار التفتيح عبر قناة هوائية تنزع الألياف عن منشار التفتيح وتسحبها إلى حجرة الغزل، حيث تتعرض إلى قوى طاردة مركزية ناتجة من سرعة الدوران، تراوح بين 40000 ـ 120000 دورة/دقيقة، فتلتصق الألياف على الجدران الداخلية للحجرة مع العلم أن انحناءات تجاويف الحجرة تُصَمَّم بشكل لاتحتجز فيه قوى الاحتكاك الأليافَ.
تتجمع الألياف القادمة من التجاويف في مجرى (ميزاب) (13) (الشكل 5) على شكل حزمة ألياف تتعشق الخيط الذي رمته القوة النابذة على جدار الحجرة لتخرج معه من الفتحة (11) (الشكل 4) بسرعة توريد VB تراوح بين 20 ـ 100 متر/دقيقة. وهي تسمح بانفصال حزمة الألياف عن الجدار من دون أن تتقطع. ولأن طرف الخيط يدور مع الحجرة؛ فإن حزمة الألياف تفتل وتخرج من الحجرة على شكل خيط، لتحل ألياف جديدة محلها وتتشكل طبقة ألياف لها السماكة نفسها، وهكذا تجري عملية الغزل من دون انقطاع.
إنتاج الخيوط واستخداماتها
[ر. الخيوط]
يتم إنتاج الخيط المغزول وفق معايير معينة تحددها الحاجة، ولتسهيل التعامل والتمييز بين خيط وآخر هناك اتفاقات دولية حول العلاقة بين طول الخيط ووزنه، أي تحديد درجة الخيط ورقمه الذي يميزه من غيره و يحدد صفاته.
ودرجة الخيط هي التي تحدد العمليات التحضيرية للغزل وأنواع الآلات المستخدمة، فمثلاً تتعدد عمليات السحب والبرم لإنتاج خيوط رفيعة ذات جودة عالية، إضافة إلى استخدام آلات التمشيط في حين يُكتفى بعملية التسريح لإنتاج خيوط سميكة متوسطة الجودة. والغرض من استخدام الخيط يحدد مواصفاته كالدرجة والمتانة وعدد البرمات في واحدة الطول وغير ذلك، ولعدد البرمات أهمية صناعية كبيرة، حيث إن زيادة البرمات تعطي الخيط قوة ومتانة ولكن يجب ألاَّ تستمر في الازدياد أكثر من نقطة معينة تُعرف باسم برم أعلى قوة شد. وتتفاوت برمات الخيوط حسب استخدامها، فمثلاً برمات خيوط السداة تزداد على برمات خيوط اللحمة، لأن خيوط السداة تتعرض إلى اجهادات أكثر في أثناء عملية النسج. أما الخيوط المستخدمة في الحياكة لإنتاج أقمشة التريكو فَتحتاج إلى برمات أقل، لأنها يجب أن تكون مرنة وطيّعة بسبب تعرضها إلى تقوُّسٍ ولَي في أثناء تشكيل القطبة.
زهير منصور
Spinning - Filage
الغزل
الغزل spinning لغةً مَدُّ ألياف القطن أو الصوف وفتلها لتصير خيطاً، وفي الصناعة هو عملية سحب الألياف والأشعار الحيوانية أو النباتية أو الصنعية بخطوط متوازية في حزمة واحدة ثم فتلها لولبياً حول محور واحد بزاوية ميل معينة لتتحول إلى خيط يُلفُّ على ماسورة لفاً مناسباً، وللخيط الناتج مواصفات محددة مسبقاً أهمها الكثافة الخطية والمتانة وعدد البرمات في واحدة الطول.
لمحة تاريخية
| الشكل (1) |
انتقلت هذه الصناعة إلى إيطاليا فأوربا عن طريق المشرق العربي في نحو القرن الخامس الميلادي، واستخدم الأوربيون مغزلاً يدوياً خشبياً. ولزيادة الإنتاج طوروه إلى مغزل ميكانيكي، وفي أثناء الثورة الصناعية في أوربا نحو عام 1850 صُنعت آلة غزل ميكانيكية، طُوِّرَتْ ببطء على مدى قرن كامل. وبعد الحرب العالمية الثانية، واختراع آليات جديدة، وأساليب متنوعة لتحريكها، حظيت صناعة الغزل بنصيب كبير من الاهتمام وشهدت تطوراً ملحوظاً ارتقى بها في خاتمة المطاف إلى أتمتة أغلب العمليات المشاركة في إنتاج الخيط، وتعددت طرائق صنعه.
أنواع الغزل
تُطلق كلمة غَزْل على كلِّ عملٍ يهدف إلى سحب الألياف والأشعار وفتلها وجعلها خيطاناً، كما تُستخدم للتَّعبير عن طرائق الحصول على الخيوط بفتلها أو من دون فتل. وطرائق الغزل كثيرة ومتنوعة وأهمها:
1ـ الغزل الكيمياوي الرطب: ويتم بإذابة مواد كيمياوية تتحول إلى محلول لزج ينبثق من ثقوب محددة القطر ليخرج خيوطاً تمرُّ في حوض فيه سائلٌ كيمياوي يعمل على تقليص الخيوط، ويُسْحَبُ قسمٌ منها ويُلَفُّ على بكرات من دون برم، ويُبرَمُ القسمُ الآخر، أو يُقطع إلى ألياف محدَّدة الطول تغزل بطريقة الغزل الميكانيكي.
2ـ طريقة الغزل الجاف: وهي شبيهة بطريقة الغزل الرطب، غير أنها لاتحتاج إلى حوض فيه سائل لتقلِّص الخيوط، وإنما يحوي المحلول الكيمياوي نفسه سائلاً مذيباً يتطاير لدى تعرض الخيوط للهواء الساخن الجاف بعد خروجها من ثقوب البثق.
3ـ طريقة الغزل الانصهاري: تختلف عن الطريقتين السابقتين بأن المواد الصلبة تتعرض لدرجة حرارة مناسبة تصهرها من دون أن تذاب في مركب ما، ثُمَّ تسيل من الثقوب على شكل سائل لزج، يتعرَّض لتيارٍ هوائيٍّ باردٍ، فتتجمد الخيوط ثم تُسحب وتُلفُّ على بكرات.
4ـ طريقة الغزل باللصق: وتتلخص في تعريض الألياف لمواد كيمياوية لاصقة تعطيها المتانة اللازمة من دون برم.
5ـ الغزل الميكانيكي: قبل الوصول إلى مرحلة الغزل النهائي تتعرض الأشعار للعمليات المذكورة سابقاً، ثم تُحوَّلُ إلى حزمة مبرومة برماً خفيفاً من أجل تحمُّل الإجهادات الناتجة من العملية اللاحقة على آلة الغزل الحلقي (الشكل 2) وفيها تنتقل حزمة الخيوط المبرومة من بكرة البرم التي تدور دوراناً حراً على قاعدة علوية إلى أعمدة التوجيه (2) إلى موجه الحزمة المبرومة (3) لتصل إلى جهاز السحب (4) وبعد ذلك تمر الحزمة المبرومة عبر دليل الخيط (7) إلى الزردة (9) فتتحول إلى خيط مغزول يُلفُّ على ماسورة (10) تُثَبَّت بقوة على المغزل (8) الذي يديره سير (11) يحرك أربعة مغازل في آن واحد. ويتلقى السير حركته من الطارة (13). ولمنع انزلاق السير وشده وُضِعَتْ بكرة شدٍّ، ولدى مرور الخيط في جوار فتحة قناة السَّحب (الشفط) يُسْحَبُ الزَّغَبُ عن الخيط. تتلخص عملية الغزل فيما يأتي:
| الشكل (2) |  الشكل (3) الشكل (3) |
إن اختلاف السرعات الدورانية للمغزل والزردة يتم آلياً (أتماتياً)؛ إذ يدور المغزل دوراناً مباشراً في حين تدور الزردة بوساطة الخيط المار من تحتها، وتعتمد سرعته المتغيرة على قطر الماسورة في أثناء اللف، ولهذا تعد طريقة دورانه سلبية. ولكي يتم اللف جيداً يجب أن تكون سرعة دوران الزردة أصغر من سرعة دوران المغزل. ولابد من الإشارة إلى أنه للحصول على مواصفات الخيط المطلوب يجب أن تكون الأشعار قد حصلت على السحب المقرر لها من جهاز السحب إلى آلة الغزل، وحصلت أيضاً على البرمات المطلوبة بوساطة الأجزاء المشاركة في عملية الغزل، إذ إن كل دورة للزردة على الحلقة تقريباً تقابل برمة واحدة تتوزع على المسافة كلها، من الزردة حتى الأسطوانات الأمامية لجهاز السحب.
آلات غزل الطرف المفتوح (الغزل العنفي):
إن المشكلات والصعوبات التي في آلات الغزل الحلقي كثيرة، إضافة إلى أن إنتاجية هذه الآلات قليلة ولهذا وجدت طرائق جديدة للغزل بعد جهود مكثفة تمثلت في آلات غزل الطرف المفتوح. وقد تحقق ذلك على المستوى العملي عام 1967حين شُغَّل مصنع لغزل الطرف المفتوح في تشيكوسلوفاكيا، وسميت بهذا الاسم؛ لأن طرف الشعيرات ينفصل عن شريط التغذية ليبقى مفتوحاً قبل غزله وضمه إلى الخيط المغزول الذي يكون قسم منه في علبة الدوار. وتستخدم هذه الطريقة لغزل القطن وخلطاته والخيوط الصنعية كالغيبران والبوليستر والبولي أميد وغيرها.
تقسم طرائق غزل الطرف المفتوح إلى طريقتين رئيسيتين:
أ ـ باستخدام جهاز سحب، وهي الأقل انتشاراً.
 الشكل (4) |
أما أشعار القطن المتبقية فتتابع سيرها في قناة نقل الأشعار (6) بوساطة الهواء من منشار التفتيح إلى السطح الداخلي للعلبة الدوار (7) التي يدور داخلها طرف الخيط المغزول ليعطي الأشعار (8) البرمات اللازمة ويحولها إلى خيط مغزول (9) يمر بين أسطوانتين (10) ليلف على البكرة (12). وتكمن آلية الغزل التوربيني في أن الألياف التي تدخل إلى علبة الدوار من منشار التفتيح عبر قناة هوائية تنزع الألياف عن منشار التفتيح وتسحبها إلى حجرة الغزل، حيث تتعرض إلى قوى طاردة مركزية ناتجة من سرعة الدوران، تراوح بين 40000 ـ 120000 دورة/دقيقة، فتلتصق الألياف على الجدران الداخلية للحجرة مع العلم أن انحناءات تجاويف الحجرة تُصَمَّم بشكل لاتحتجز فيه قوى الاحتكاك الأليافَ.
 الشكل (5) |
إنتاج الخيوط واستخداماتها
[ر. الخيوط]
يتم إنتاج الخيط المغزول وفق معايير معينة تحددها الحاجة، ولتسهيل التعامل والتمييز بين خيط وآخر هناك اتفاقات دولية حول العلاقة بين طول الخيط ووزنه، أي تحديد درجة الخيط ورقمه الذي يميزه من غيره و يحدد صفاته.
ودرجة الخيط هي التي تحدد العمليات التحضيرية للغزل وأنواع الآلات المستخدمة، فمثلاً تتعدد عمليات السحب والبرم لإنتاج خيوط رفيعة ذات جودة عالية، إضافة إلى استخدام آلات التمشيط في حين يُكتفى بعملية التسريح لإنتاج خيوط سميكة متوسطة الجودة. والغرض من استخدام الخيط يحدد مواصفاته كالدرجة والمتانة وعدد البرمات في واحدة الطول وغير ذلك، ولعدد البرمات أهمية صناعية كبيرة، حيث إن زيادة البرمات تعطي الخيط قوة ومتانة ولكن يجب ألاَّ تستمر في الازدياد أكثر من نقطة معينة تُعرف باسم برم أعلى قوة شد. وتتفاوت برمات الخيوط حسب استخدامها، فمثلاً برمات خيوط السداة تزداد على برمات خيوط اللحمة، لأن خيوط السداة تتعرض إلى اجهادات أكثر في أثناء عملية النسج. أما الخيوط المستخدمة في الحياكة لإنتاج أقمشة التريكو فَتحتاج إلى برمات أقل، لأنها يجب أن تكون مرنة وطيّعة بسبب تعرضها إلى تقوُّسٍ ولَي في أثناء تشكيل القطبة.
زهير منصور